泊头市海汇波纹管制造有限公司欢迎您的来访!
_波纹补偿器,非金属膨胀节,套筒补偿器,不锈钢金属软管泊头市海汇波纹管制造有限公司
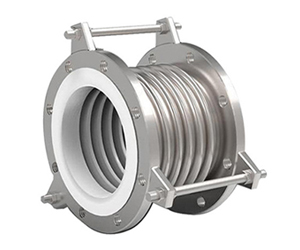
波纹膨胀节生产工艺与应用技术在一些工业已趋成熟和稳定,产品已广泛用于航空、航天、石化、冶金、电力等行业。焊接加工以其费用的经济性和接头的性等优点成为波纹补偿器制造中一个出效益的主要工艺环节,典型的波纹膨胀节生产工艺流程:下料卷筒-清洗-焊纵缝-校圆清理-成型-割边-清理打磨-法兰或接管准备-焊环缝.....国内波纹补偿器制造业起步较晚,由于受基础工业和资金的制约,绝大多数生产厂家焊接设备都比较落后,工艺管理水平不高,焊接加工的返修率和废品率比较高。只有少数几个生产厂家引进了一些的焊接设备及工艺。生产能力及工艺水平的参差不齐,必然带来膨胀节产品质量的鱼龙混杂。面对日益加剧的市场竞争,加强设备改造,提高工艺水平,完善工艺管理制度并付诸实施势在必行。
焊接材料基础技术
1.金属材料中总合金元素的作用
奥氏体不锈钢膨胀节多采用300系列不锈钢,这类材料含Cr、Ni和Mn的总量为≥24%,其中含Cr量一般>16%。
2.膨胀节焊接接头的蚀性问题
在有腐蚀性介质的环境中工作的金属补偿器,由于在波节及其它可能存在的缝隙处介质的流动性不良,容易引起介质的浓缩,所以应考虑焊接接头的蚀性。
1)晶间腐蚀 根据奥氏体不锈钢波纹管材料类型和所选用焊接材料与工艺的不同,可能产生焊缝的晶间腐蚀,热影响区过热的”刀蚀“和热影响区中温敏化区(600-1000℃)的晶间腐蚀。其机理是:奥氏体不锈钢在500-800℃温度区间进行敏化处理时,过饱和的C向晶粒间界面的扩散要比Cr的扩散快,在晶界附近,C和Cr结合成碳化物Cr23C6,病在晶界附近,C和Cr结合成碳化物Cr23C6,并在晶界沉淀析出,形成了晶粒边界附近区域的贫Cr区,当该去的Cr含量降低到钝化所需的限下时,就会加速该区的腐蚀而发生晶间腐蚀。反复多次的补焊会加剧焊缝及热影响区的敏化。
2)点蚀 膨胀节组焊时,直接通过波纹管随意搭电,易造成电弧击伤工件,电弧击伤点可能成为点蚀源。
3)均匀腐蚀 焊接过程中,接头部位由于保护效果差引起合金元素的大量烧损,降低了金属材料中的含量,从而影响其抗蚀性。
4)应力腐蚀断裂(SCC)静拉应力与电化学介质共同作用是应力腐蚀的特点。从膨胀节的用途及波纹结构的受力状态分析,无论是否焊接残余应力,工作时波纹管暴露在介质中的表面总有一部分处于拉应力状态,试图通过焊后热处理来降低加工残余应力以应力腐蚀断裂将是徒劳的。
防止膨胀节焊缝及热影响区的敏化区晶间腐蚀可选用含稳定元素Ti或Nb的奥氏体材料,Ti和或Nb的含量取决于焊缝和母材中C的含量。也可选用超低C奥氏体不锈钢焊接材料,使得焊缝的C含量小于0.03%。超低C奥氏体不锈钢接头不会产生焊缝热影响区过热区的“刀蚀”。高镍不锈钢在氯化物如沸腾溶液介质中具有耐应力腐蚀断裂的性能,当Si>2-2.5%以上时,在高温含C1的水中和蒸气中具有明显的耐应力腐蚀能力,但为了不恶化焊接性,防止产生焊接裂纹,Si含量应小于2%。
高镍不锈钢具有良好的耐氯化物应力腐蚀性能,在中性氯化物中有非常好的耐点蚀性能,对防止以点蚀为起源的应力腐蚀开裂较为,在某些介质中,该钢耐缝隙腐蚀性能显著优于一般Cr18-Ni8、Cr18Ni12Mo不锈钢,在硫酸、磷酸和醋酸中有优良的耐蚀性能,并有良好的冷、热加工,成型和焊接性。